Di Natale - Bertelli spa dispone di un attrezzato ed efficente ufficio tecnico, dove un team di progettazione, studia e realizza le soluzioni proposte. Grazie a sofisticati software in dotazione, (CAD su 2 workstation) la realizzazione del prodotto finito viene scrupolosamente analizzata, ponderando e gestendo tutte le possibili variabili che subentrano in corso di utilizzo.
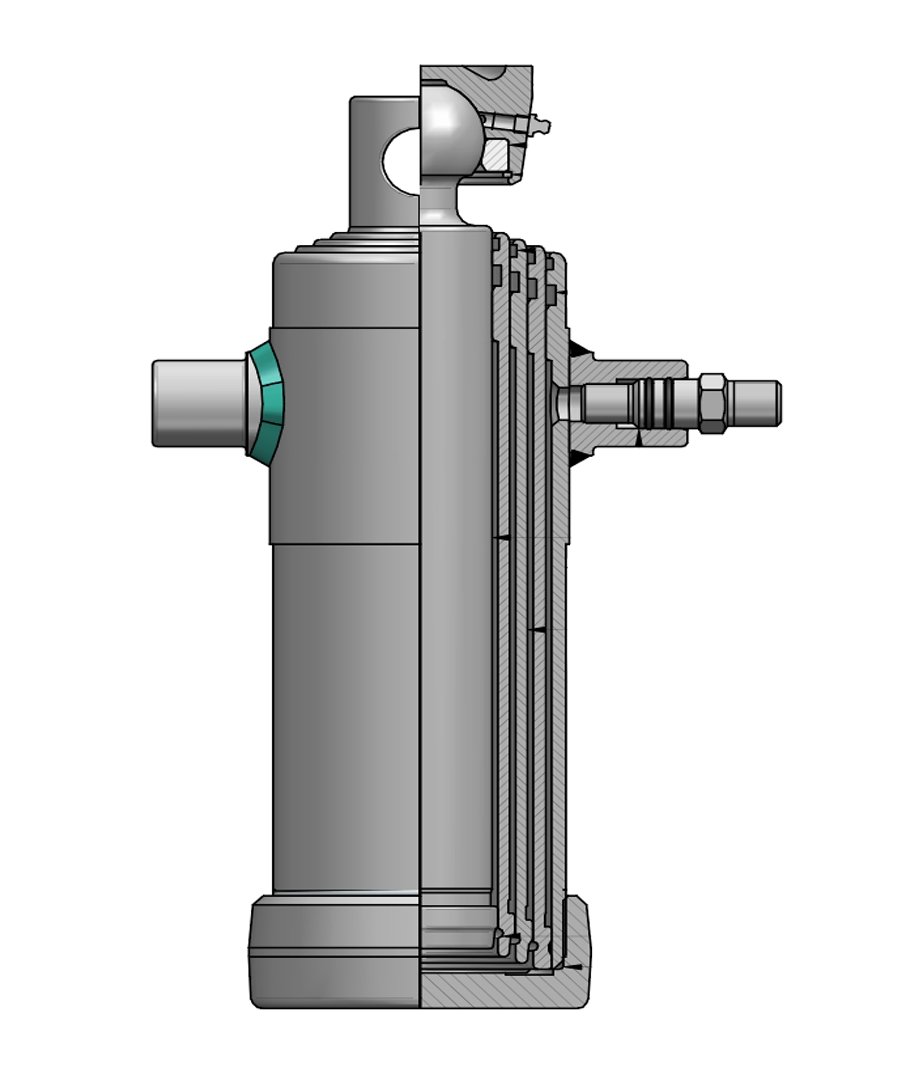
Per i componenti calcoliamo in modo preciso lo sforzo e l’usura a cui saranno sottoposti in corso di utilizzo. Questi calcoli vengono poi applicati all’intera struttura del cilindro telescopico in modo di avere bene in chiaro quali sono i punti di maggior carico e sforzo.
Tutto questo è per noi di Di Natale - Bertelli spa una filosofia che applichiamo indistintamente in tutto quello che facciamo.